發布時間:2021-11-10 10:11:47

全國統一服務電話
0371-6777 2727
 掃碼撥打
掃碼撥打
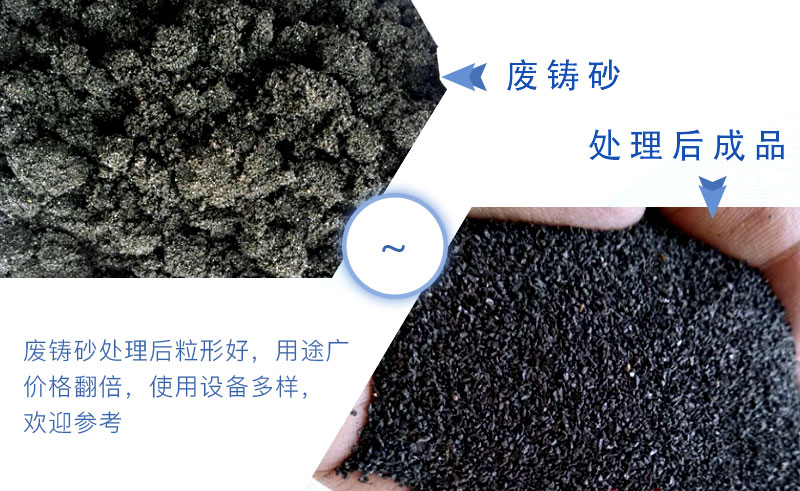
目前國內制砂機的發展壯大速度十分可觀,從起源到現在,制砂機行業已經競爭十分激烈。制砂機是20世紀80年代發展起來的一種破碎設備機型,也可稱為制砂設備,其主要應用領域是砂石場。
(1).jpg)
制砂機以葉輪直徑作為規格的劃分標準,按葉輪形式分為開式和閉式。按外殼是否裝有反擊板可分為石打石和石打鐵2種破碎方式,從而組合為4種基本形式。而國內的制砂機設備則以葉輪直徑作為規格的劃分標準,按葉輪形式分為開式和閉式。
按外殼是否裝有反擊板可分為石打石和石打鐵2種破碎方式,從而組合為4種基本形式。從市場上來看, PLC沖擊式制砂機的先進技術體現在3個方面:靈活的機械性能、優質耐磨材料和零件設計,有效的粉塵控制。對國內市場來講,至少前兩者是共同的。
由于在制砂機上設計了物料的料墊來取代襯板作為易損件,因而,提高耐磨件的使用壽命可分解為零件設計和耐磨材料應用2個方面,例如,第二代葉輪設計曾采用外徑堆焊耐磨材料進行保護,現在先進的零件設計已采用料墊保護方式,取消了價格昂貴的鉻合金鋼堆焊。

制砂機加工車間
市場上專業的制砂機制造商已普遍采用陶瓷制作耐磨零件,而不僅僅是硬質合金(碳化鎢)和高鉻鑄鐵。陶瓷材料不但可耐較高的溫度,而且有特別好的抗腐蝕性,因而在帶有相當溫度的物料高速沖擊時耐磨性能良好。

選材車間
國內的立軸立軸沖擊式破碎機目前采用硬質合金和高鉻鑄鐵材料,質量不穩定,易腐蝕和磨損,且易被金屬件擊碎,由于砂石場使用的破碎設備國內外產品差距明顯,故國內高端市場,如規模較大的砂石場仍是進口的設備占多數。
(2).jpg)
國內外制砂機機械存在差距的原因很多,其中市場需求不同是造成差距的客觀原因。盡管國內外制砂機設備差距很大,但縱觀國外的制砂機設備制造商由于本土市場日漸縮小,生產成本高,紛紛開拓本國以外的市場,因此,近來年兼并重組頻繁,這種局面給國內制砂機機械制造商以很大的發展機遇,畢竟我國的制造成本較低,又有較好的重工業基礎,通過引進先進技術,產學科研投入,一定能克服技術上的差距,使我國的制砂機設備產品更好的進入作者國內外市場。
開式葉輪將允許100-150mm的進料粒級,而國內至今沒有商品化的開式葉輪立軸式制砂機提供給市場。因此在砂石場國內制砂機僅能作為三級或四級破碎設備而不能如國外那樣作為二級破碎設備。
國外公司已有葉輪直徑達1.6m,配套的電機功率高達1103kW的設備,適合各種特大的生產線,而國內的制砂機規格很少超過1.2m。

制砂生產現場實拍
先進的葉輪通道可以在3-7個間變化,有不同構造與不同轉速等的配合以適應不同的物料及進料粒級,達到較高的制砂量和需要不得的細度模數,而國內的閉式轉子基本上固定為4個通道,很少變化,因此對不同工況的適應性較差。
 上一篇:
石灰石的中細碎加工中 紅星反擊式破碎機應用廣泛
上一篇:
石灰石的中細碎加工中 紅星反擊式破碎機應用廣泛
 下一篇:
球磨機為我國的經濟發展帶來巨大的效益
下一篇:
球磨機為我國的經濟發展帶來巨大的效益






免費提供設備報價、方案設計等服務,歡迎您隨時咨詢,我們將第一時間給予回復

01.鵝卵石制砂用什么設備?
02.建筑垃圾處理用哪種機器好?
03.移動式的破碎設備需要投入多少錢?
04.我想要一套碎石生產線設備詳細的配置方案和報價
05.履帶式移動破碎機價格多少?




